

Cimatron13為五軸加工創造更高價值
- nortamic
- 2018年2月12日
- 讀畢需時 6 分鐘
Cimatron是美國3D Systems公司旗下產品,它包括模具製造和產品加工兩大塊,目前全世界的裝機量達10多萬套,客戶遍及汽車、造船、航空和醫療等諸多行業,Cimatron五軸加工以高效、安全、功能強大著稱於世,大大提升了五軸機床的加工能力。
強大CAD支撐的NC程式設計環境
很多時候5軸程式設計者避免不了對原始CAD模型進行修改,或者為了安全和得到特殊要求的刀路軌跡,需要做一些輔助面和輔助線。Cimatron五軸加工解決方案給客戶提供了強大的CAD工具,可以方便地進行CAD操作以解決上面的問題。
例如在加工動車車頭零件的一部分時,其他格式資料是由檔導入的,為了縮短加工時間,需要對模型修改,把自由曲面變成平面。在Cimatron的NC環境通過“刪除幾何”命令把原來自由曲面刪掉,通過“組合曲線”(自動逼近成2D曲線)命令把自由曲面邊界組合成2D曲線,再通過“邊界曲面”命令就可以由2D曲線創建平面。 三個命令介面分別見圖2、圖3和圖4。

圖1要修改的槽

圖2刪除底面

圖3 做組合曲線

圖4 邊界曲面
這個例子不僅體現了軟體一體化環境的方便性,也體現了強大的CAD修改功能。
強大的高效粗加工策略,提高加工效率,縮短產品交付時間
5軸零件,比如航空件毛坯往往是一塊整料,需要去除很多的材料,對於這種零件客戶非常關注粗加工各個槽所用的時間,因為這會影響零件的交付週期。
Cimatron五軸加工解決方案在粗加工裡提供了“高效加工”策略,用以快速地去除大量毛坯體積。採用“高效加工”策略生成的刀路軌跡,具有螺旋下刀、擺線加工、大的切深、均勻的加工載荷、光順的刀路軌跡等特點,加工效率比傳統粗加工提高35%,而且刀具壽命也有提高。

圖5 方形毛坯

圖6 粗加工軌跡

圖7 二次粗加工
高效加工後,後續的粗加工會精確地繼承“高效加工”後的剩餘毛坯,保證後續粗加工軌跡安全和路徑優化。圖7是高效加工後的二次粗加工軌跡,可以看出只在拐角處有刀路軌跡,沒有空切產生。
精加工具有自動傾斜加工功能,程式設計簡單,表面品質優異。
Cimatron五軸加工解決方案在精加工策略裡提供了自動傾斜加工功能,也就是3軸刀路軌跡在一定的條件下自動轉化成5軸刀路軌跡。這在深腔模具的精加工方面得到了廣泛的應用,這樣的加工功能可以在最初採用短的刀具對零件進行3軸加工,在刀柄和零件或者夾具干涉時主軸自動傾斜進行5軸加工,最大的好處是程式設計簡單,提高五軸機床加工效率,而且一個程式加工下來,加工品質好,沒有程式間的接刀痕跡。
下面圖8顯示的是某個客戶的一個活塞模具,圖9顯示開始採用3軸加工,刀具沒有傾斜,圖10顯示當刀柄和零件干涉時,機床主軸會自動轉換成5軸傾斜加工。

圖8 活塞模具

圖9 三軸軌跡

圖10 五軸軌跡
5軸航空銑考慮加工工藝性,程式設計簡單,加工品質容易保證。
Cimatron五軸加工解決方案為產品加工提供了航空銑模組,功能強大而且靈活,它針對產品程式設計效率和加工品質提供了很多工藝選項。
1、自動給拐彎處的刀路軌跡倒圓角。
當零件上的拐角為尖角或者拐角處的圓角半徑和精加工刀具半徑相等時,拐彎處的刀路軌跡是帶有尖角的,這在高速加工時對刀具和機床有一定的衝擊,拐角處還會留有加工震紋。為了解決上面的問題,需要對拐角處的刀路軌跡進行光順,Cimatron五軸航空銑參數設定面板有一個“附加半徑”參數,不需要修改模型就可以對拐角處的軌跡直接進行倒圓角,以得到光順的刀路軌跡。
見下圖11,採用的刀具直徑是12來加工拐角半徑也是12的曲面,在參數設定面板裡“附加半徑”給定0.8mm(在公差範圍內),生成的有圓角的刀路軌跡如圖11右側箭頭顯示

圖11 定義圓角

圖12 分層加工
2、 五軸自動沿面的法向多行開粗。
多行開粗可以做到在一個程式裡既有5軸粗加工還有5軸精加工軌跡。設定兩層切削,一層是粗加工,另一層是精加工。在五軸機床實際加工時是先沿著面法向粗加工,緊接著沿著面法向精加工,然後在下一層加工,這在加工大的薄壁零件可以有效防止變形。採用“多行開粗”可使程式設計簡單化。

圖13 自動分層五軸加工軌跡

圖14 局部進給調整參數
3、5軸精加工拐彎加減速控制。
在零件特定的加工區域,為了得到更好地加工效果,需要對某一個區域的進給速度進行控制,比如在零件的拐角處,在Cimatron五軸航空銑“有效工具”視窗可以方便定義不同的進給率。圖14顯示設定在指定區域進給速度為實際的25%。 根據上面設定的參數,計算刀路軌跡,圖15顯示拐角外部進給速度為3000mm/min,圖16顯示拐角處進給速度為設定的正常進給25%,也就是750 mm/min。
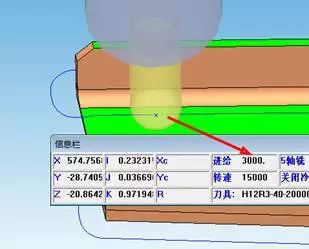
圖15 正常加工進給值

圖16 角落進給值
4、強大的自動避讓功能。
Cimatron五軸加工解決方案為產品加工提供了自動避讓功能,當5軸刀路遇到有干涉的區域,刀具會自動擺角進行避讓,以防碰撞或者過切。
下圖17是航空零件的一部分,採用Cimatron自動避讓功能編制的刀路軌跡,刀具從右向左使用側刃加工,在加工過程中刀具遇到不同的加工面時會根據曲面的位置自動傾斜進行加工,不需要人為設置一些檢查面,減少程式設計時間。

圖17 五軸自動避讓功能
通用性好 可加工更多產品
Cimatron五軸加工解決方案提供的策略豐富,既有加工葉輪和彎管的加工策略,也有加工其他5軸零件的加工策略,能夠提升客戶五軸機床的加工範圍,對於加工產品範圍比較多的客戶使用Cimatron五軸加工解決方案,在市場中會有更大的競爭力。
下圖18是Cimatron“5軸加工”模組裡包括的加工策略,可以加工一般的5軸零件、電極、簡單彎管、簡單葉輪等,圖19是Cimatron “5軸應用”模組裡包含的加工策略,主要針對帶有副葉片的葉輪、複雜彎管、航空結構件等的加工。從這兩個圖片可以看出Cimatron五軸強大的加工能力。

圖18 五軸加工模組

圖19 五軸應用模組
強大的機床模擬功能保證加工更安全
機床模擬是5軸加工不可缺少的一個環節,它為程式是否安全、加工結果是否滿足要求做最後的把關,Cimatron五軸加工解決方案提供了強大的機床模擬功能。
根據程式設計需要可以對刀路軌跡模擬,也可以反讀G代碼模擬,既可以使用毛坯模擬也可以不使用毛坯模擬,模擬過程中有任何碰撞或者過切都會有報警顯示,使用毛坯模擬的結果可以和理論模型進行比對,通過顏色顯示過切或者欠切多少,使用方便、靈活。

圖20 Cimatron 自帶五軸機床模擬

圖21自動顯示加工結果誤差
圖20是反讀G代碼模擬實際加工視窗介面,是對一個帶有輔葉片的葉輪程式進行加工模擬,圖21顯示的是模擬結果,顏色代表加工理論偏差值,偏差值根據加工精度可以進行調整。
獨有的5軸微銑削加工策略
為了滿足市場對於微小零件的加工需求,以色列Cimatron公司開發了一項世界上獨有的微銑削加工技術,目前國內客戶已經在使用,此項技術允許使用更小刀具,如直徑0.05 mm刀具進行粗加工和精加工,加工精度可以達到0.000 1 mm,此項技術對於毛坯計算非常精准,能夠保證使用很小的刀具在超高速五軸機床加工不會斷刀。
下圖23箭頭指的是CimatronE微銑削加工策略的選擇視窗,圖24是客戶使用微銑削技術加工的零件,和火柴頭相比,可知零件和刀具大小。

圖23 微銑削選擇

圖24 使用微銑削加工的零件
成熟的客戶遍及全球,加工經驗彼此共用
Cimatron五軸加工解決方案給客戶提供的加工策略功能強大,性價比高,在國內外五軸機床比如德國德瑪姬、哈默、瑞士米克朗、美國哈斯、日本牧野、大隈等5軸機床加工了大量零件,積累了豐富的加工經驗。新購買五軸機床和Cimatron軟體的客戶可以參照他們的經驗,快速地進入實戰,提高競爭力。下面展示了在5軸機床加工的部分零件。

螺旋槳

葉片

彎管

機匣

輪胎

紅旗轎車

動車,1:1 比例

鳥巢
除了上面介紹的軟體優勢外,Cimatron軟體在粗加工裡的自動清理臺階技術、精加工裡的行間銑削和一體化加工技術、五軸鑽孔裡的自動對孔分組和自動生成孔程式等都是世界超前的加工技術。總之,Cimatron提供的五軸加工解決方案對於提高客戶五軸機床加工能力,提高車間的生產力有明顯的優勢。















































